※今回は2019年光技術コンタクト誌11月号に掲載された弊社作成の記事を掲載いたします。
1.はじめに
1999年初めて携帯電話にカメラが搭載され,直後より爆発的にカメラ付携帯電話は普及して
きた。当時の撮像素子は10万画素程度と非常に少ない画素のCCDイメージセンサが搭載されて
いた。その後2003年ごろからは画素数も100万画素を超えメガピクセルの時代に入る。その後
年々画素数は増え,現在では4,800万画素という超高解像度カメラを搭載したスマートフォン
が登場している。
一方アクチュエータの搭載となると2005年ごろから登場した高機能カメラ搭載携帯電話が上げ
られる。これらの機種はオートフォーカスや光学ズーム機能まで搭載し,ほぼコンパクトデジ
カメの機能を盛り込んだ携帯電話であった。
その後スマートフォンの登場により携帯電話の薄型化要求が強くなりiPhoneの登場によりスマ
ホ搭載カメラは新たな方向性が示されることになる。
特に2009年に発売されたiPhone3GSは現在主流となっているボイスコイルモータ(VCM)駆動
AF機構を搭載したカメラを搭載し市場投入された。
以後この種の機構部を搭載したスマートフォンカメラが主流となり,高画素化に伴い光学手ぶれ
機構(OIS)を追加しスマートフォン搭載カメラは発展を遂げてきている。
表1にスマートフォンとアクチュエータの年別生産数量を示す。
2017年はiPhone7plusが発売された。iPhone7plusは2眼カメラを搭載し,望遠と標準画像を
切り替えることでズーム機能を有していた。これ以降各社複数台のカメラをスマートフォンに搭
載,マルチカメラの普及が進むことになる。本年度は1台のスマートフォンのメインカメラに平
均2台のカメラが搭載される見込みであり,更に3眼以上のカメラ搭載スマートフォンも発表され
ており,カメラ台数はスマートフォンの市場の伸び悩みに反し右肩上がりで増加すると想定され
る。
また,アクチュエータ搭載数もカメラ性能の向上に伴い順調に推移し,望遠カメラのニーズの高
まりによりOISの搭載数量も増加することが予想されている。
表1 スマートフォンとアクチュエータの生産数量【伊藤敬合同会社出典】
単位:千台
|
2017 |
18 |
19予測 |
20予測 |
21予測 |
| スマートフォン |
1,428,400 |
1,404,800 |
1,381,200 |
1,398,000 |
1,408,000 |
| メインカメラ |
1,836,300 |
2,046,500 |
2,659,600 |
3,514,000 |
4,026,000 |
| アクチュエータ |
1,871,250 |
1,873,000 |
1,870,900 |
2,135,000 |
2,306,000 |
| OIS |
446,500 |
526,700 |
515,200 |
674,000 |
731,000 |
最近では一眼レフカメラと同等な性能を目指しスマートフォン搭載カメラの開発が行われてお
り,本書ではスマホ搭載アクチュエータの動向とその評価方法について解説する。
2.スマートフォン搭載カメラのアクチュエータ
スマートフォン搭載カメラには高性能なアクチュエータが採用されているが機能別に2種類に
大別される。AF用とOIS用である。
2-1 オートフォーカス(AF)アクチュエータ
AF用アクチュエータはカメラレンズを合焦位置に移動させるために使われる。
現在のスマートフォンではカメラの高画素化に伴い,搭載されるレンズに高い解像度が要求
さていれる。レンズの性能は最適な焦点位置で発揮される。そのためにレンズを搭載して
最適な合焦位置に移動可能なAF用アクチュエータが必要となっている。
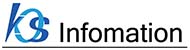
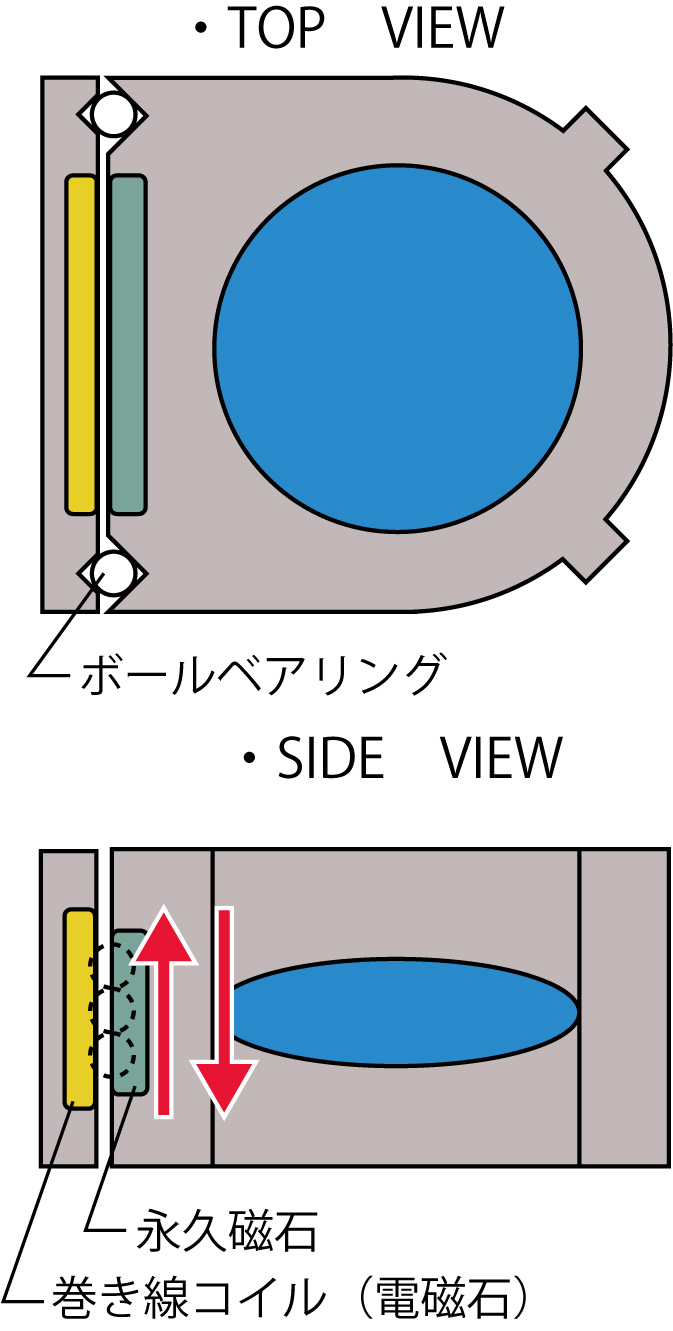
移動機構には板バネやボールベアリングが使われている。また,駆動デバイスとしてはボイス
コイルモータ(VCM)が主流となっている。それぞれの概略図を図1に示す。板バネ方式は構造
が単純で作りやすいため比較的安価で作成できるため,多くのメーカーがこの方式を採用して
いる。摺動部が無いので発塵のリスクが少ないこともメリットの1つである。しかしレンズを移
動させる際2枚の板バネのバランスが崩れ,チルトが発生しやすいため,部品の高精度化や板バ
ネにかかるストレスを均等にする製造方法が必要となる。
一方ボールベアリング方式はチルトが発生しにくい構造であるが,摺動部があるため発塵のリ
スクを伴う。また,多くの高精度な部品が必要であり,製造に手間もかかり高価になってしま
うため,一部の韓国メーカーしか量産化に成功していない。

<ボールベアリングを使ったAFアクチュエータの概要>

<板バネを使ったAFアクチュエータの概要>
図1 AFアクチュエータの概要
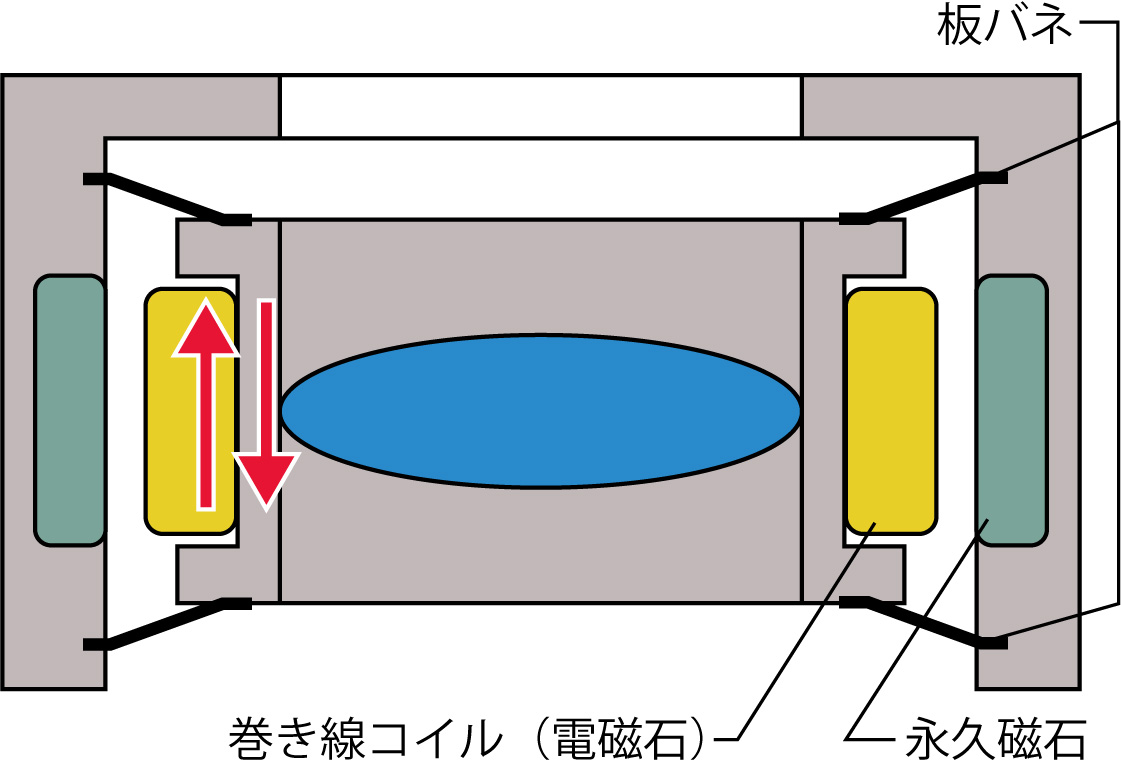
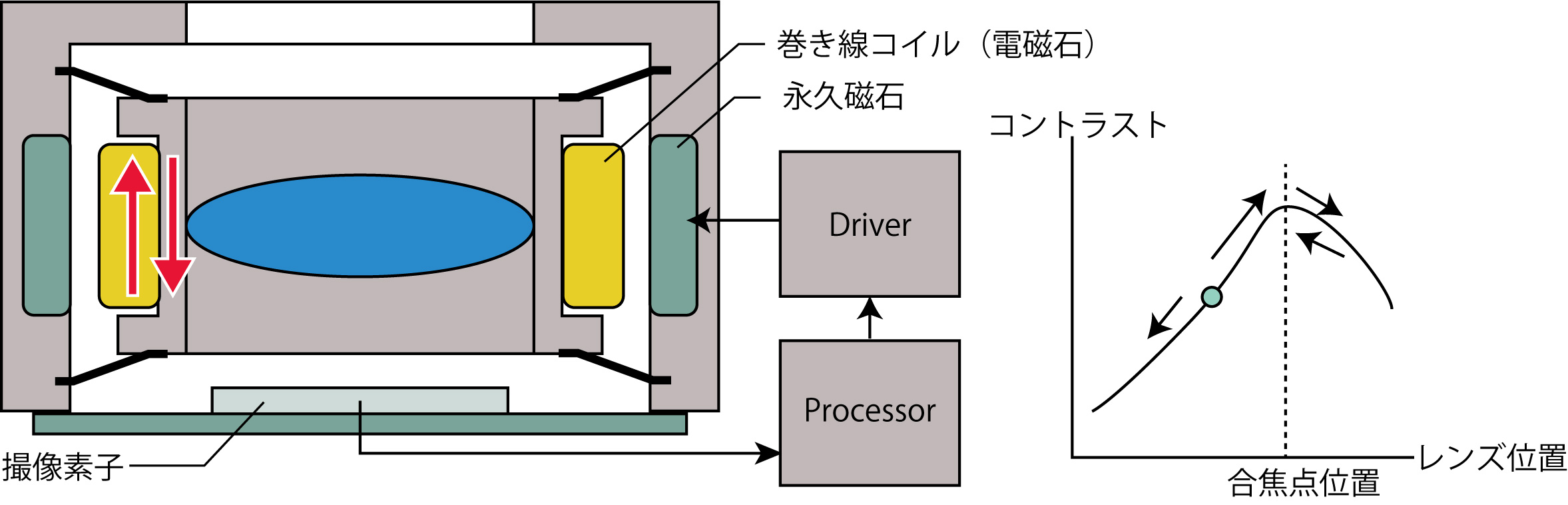
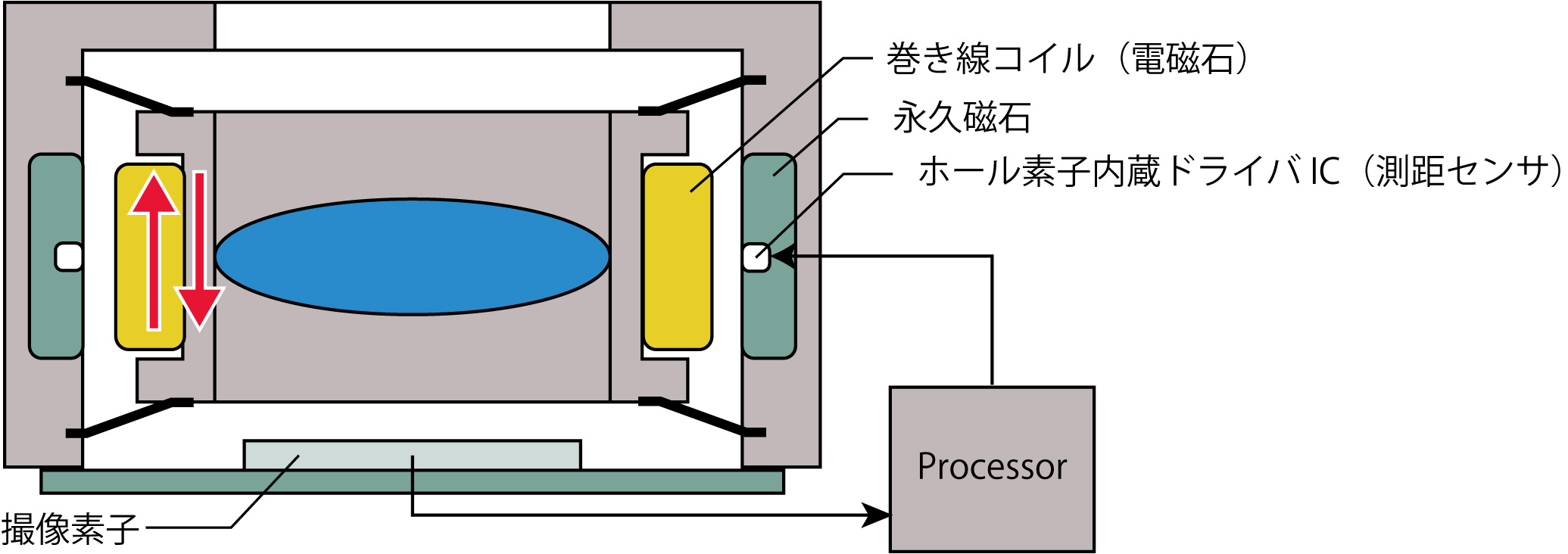
AFの制御方式にはオープンループとクローズループがあるが,それぞれのAF制御方式の概要
を図2に示す。オープンループ方式はその制御が単純で安価な方法として現在主流となってい
る。しかし,オープン制御だとAFをかけるまで時間がかかることがあるためより高性能なAF
制御が求められている。この問題を解決したものがクローズループである。
高性能である反面,比較的高価になってしまうため高級機種から採用が進んでいる。クローズ
ループは現在のレンズ位置を測定・フィードバックするセンサ(ホール素子が主流)が搭載さ
れており,このセンサの信号を使い安定かつ高速なAFを実現している。現在市場にはホール素
子を内蔵したドライバICが登場しており,作りやすさと低価格化に貢献している。最近のスマ
ートフォンのアプリケーションソフトウエアにはARなどを駆使したものが多く登場しているが,
その中にはクローズループを必須とするものもある。このような状況もあり,クローズループ
を採用したカメラを搭載するスマートフォンが増加することが予想される。

<オープンループAF制御>

<クローズループAF制御>
図2 AFアクチュエータの制御方式
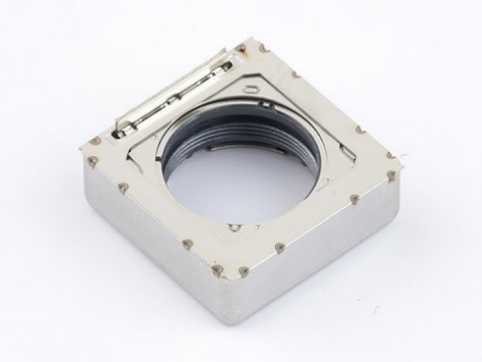
2-2光学手振れ補正(OIS)アクチュエータ
OIS用アクチュエータはレンズと撮像素子間の位置を制御して,手振れにより発生する映像の
ずれを補正するために使用される。実際の製品写真を写真1に示す。カメラで映像を撮影する
際どうしても手振れが発生する。手振れは高性能なカメラほど顕著に映像に影響を与えてしま
うので高級機種ほど手振れを補正するためのOIS用アクチュエータが必要となっている。2種
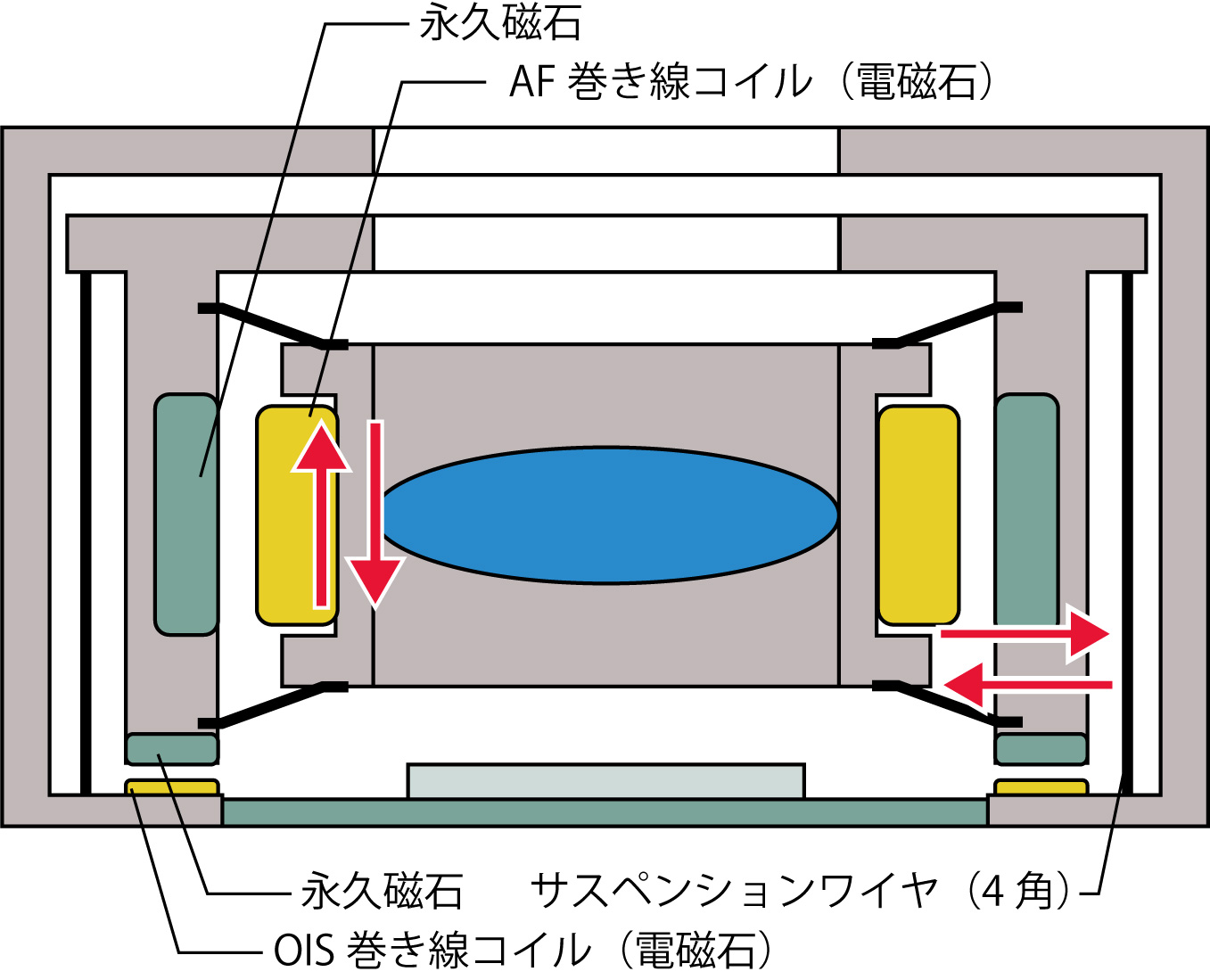
類のOIS用アクチュエータの概要を図3に示す。

写真1 OISアクチュエータ(製品)
(新思考科技ホームページより)
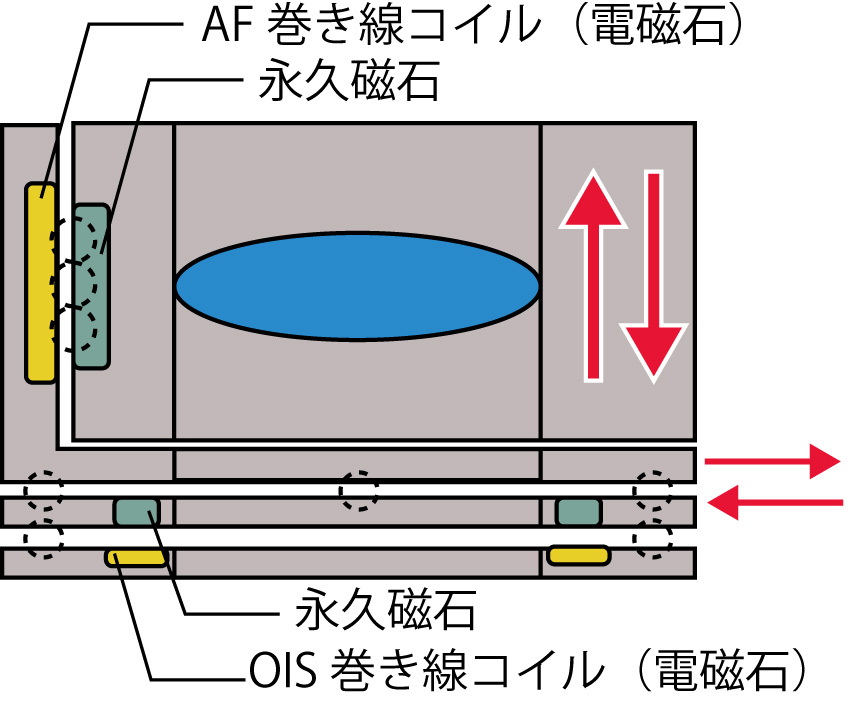
1つは4本ワイヤを使用した方式である。この方式は摺動部が無いため発塵のリスクが少ない
ことから多くのメーカーが量産を行っている。しかし4本ワイヤで水平方向の移動を行う際
構造上チルトの発生リスクが伴う。このため製品化を行う場合には4本のワイヤに均一に
テンションがかかる様な製造技術が必要となる。また,比較的衝撃に弱い構造であるため各
社様々な対策を施した製品を出荷している。

<4本ワイヤ使ったOISアクチュエータの概要>

<ボールベアリングを使ったOISアクチュエータの概要>
図3 OISアクチュエータの概要
一方ボールベアリング方式はチルトの発生リスクが少ないものの,摺動部があるため発塵
リスクが伴う。また,高精度な部品を多種使うため比較的高価になってしまう。このため
ボールベアリング方式AF同様韓国メーカーのみが生産しているのが現状である。
現在駆動方式の主流はVCMである。AFのVCMが巻き線による電気磁石であるのに対し,OIS
ではFPコイルも採用されている。OISを薄く作成したいためであり,現在のスマートフォン
の薄型化に伴いFPコイルは必須の技術となっている。
FPコイルは電磁石を薄くすることができる反面電磁力に限界があり,最新のスマートフォン
への採用に障害となる事例がでてきている。それは撮像素子の大型化にある。2019年現在
最新のスマートフォンには48Mピクセルという高画素CMOSが搭載されており,64Mピクセル
CMOSの製品化も予定されている。この素子に対応するためにレンズは大型化し,AFアクチュ
エータを含めたOISに搭載される荷重が大きくなっている。
重量物を移動させるためには大きな電磁力が必要であり,FPコイルでは限界が来ると言われ
ている。この現象は4本ワイヤ方式で顕著である。ワイヤのテンションによる反力もFPコイル
の負担になるからであり,この点ではボールベアリング方式は反力が無いため有利と言われて
いる。
VCMに代わる方式として形状記憶合金(SMA)がある。駆動力が大きいとされるこの方式は新
しいOISの駆動方式として注目されている。この方式の説明については2.3項に記載する。
また図3に示す様にフィードバック信号にはジャイロセンサが使われており,その信号をもと
に映像がずれないようにレンズの位置を制御している。最近では望遠カメラをスマートフォン
に搭載する例が増えておりOISのニーズが高まっている。
また,動画を撮影する場合にもOISは必須となってきており,今後スマートフォンへの採用
事例が増えることが想定される。また,5Gの登場により通信速度が飛躍的に向上する。通信
速度が速くなれば大容量の動画撮影機会も増えこの事もOIS普及の一因となることが期待され
ている。
2-3 最新の高機能アクチュエータ
ここでは最新のアクチュエータについていくつか紹介する。どの方式もスマートフォンの機能
向上のために考えらえたものであり,実際にスマートフォンに搭載されているものもある。
この方式はスマートフォンの限られたスペースでより望遠倍率を上げるために考案,開発され
たアクチュエータである。望遠倍率を上げるためには焦点距離(f)の長いレンズが必要となる。
しかし,スマートフォンの厚さ方向には限界があり,fの長いレンズは搭載できなかった。
潜望鏡タイプのカメラでは光路を90度曲げて面内方向に光路を設定することでfの長いレンズ
の搭載を可能とした。現在一部の中国メーカーから発売されたスマートフォンに搭載されてい
る。その構造(図4)を以下に示す。

図4 潜望鏡タイプの構造

写真2 潜望鏡タイプレイアウト
【伊藤敬合同会社出典】
光学構成としてはプリズムミラとレンズで構成されている。スマートフォンに入射した映像を
プリズムミラーで90度折り曲げてからレンズを通して撮像素子に結像する。AFとOISはこの2
つの光学デバイスを移動させて行う。①プリズムミラを1軸傾けてOISの1軸を,レンズの移動で
AFともう1軸のOISをコントロールする方法と②プリズムミラを2軸傾けてOISを,レンズの移動
でAFをという組み合わせが考えられる。現状②では映像に歪みが発生するリスクがあるため①の
方式が採用されている。現在市販化されている潜望鏡方式の外観を写真2に示す。
<形状記憶合金(SMA)>
ワイヤ状に加工した形状記憶合金(SMA)を駆動デバイスにしたOISアクチュエータが実現して
いる。概略図を図5に示す。3枚のプレートに2対のSMAを接続した構造になっており,それぞれ
のSMAに電流を加えることで発生する温度変化によりSMAの伸び縮みを制御しレンズの移動量を
コントロールする。構造的にシンプルであり,部品点数を少なくすることができるため安価に
作成できるというメリットがある。また,前項で記載した通り駆動力が大きいことも特徴の1つ
である。
しかし,SMAは温度が変化するとその抵抗値も変化するため複雑なコントロールが必要となる。
このため専用のコントローラを作成して対応する必要がある。また,プレート間には摺動面が
あるので発塵リスクがあるためプレート面の精度が必要となる。
SMAは撮像素子の大型化に起因するレンズやAFアクチュエータの重量増加に対応できるデバイ
スとして注目を集めている。今後もスマートフォンの上位機種を中心に採用例が増えることが
想定される。

図5 SMA-OISの構造
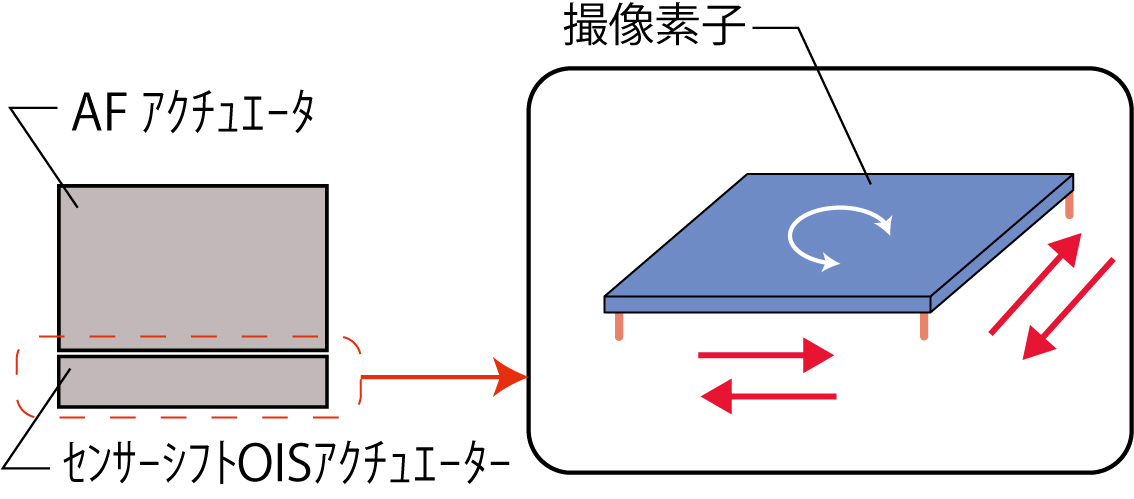
<センサシフトOIS>
この方式は撮像素子を移動させて手振れを補正するもの,つまり撮像素子をアクチュエータ
に載せて制御するOISである。デジタルスティルカメラでは多く採用されている方式であるが,
スマートフォン業界では新しい技術となる。スマートフォンのOISは通常レンズを移動させて
行っているが,レンズの大型化,重量化に伴い比較的軽量な撮像素子を移動させた方がメリッ
トがあるという判断から開発が進んでいる。
さらにレンズ移動方式では水平方向2軸(X-Y軸)のみのOISになるが,センサシフト方式で
はX-Y軸制御に加え回転(θ軸)の制御も可能となる。つまり3軸OISが実現可能となる技術であ
る。センサシフトOISは今後のスマートフォンの新しい追加機能として注目されている(図6
参照)。

図6 センサシフトOISの構造
<ズームレンズ>
携帯電話へのズームレンズ搭載は2000年代中盤からである,その後2010年ごろからはコンパ
クトデジカメのカメラ部分を携帯電話に搭載したものまで登場する。これらの機種は高倍率光
学ズームレンズを搭載しているためカメラ使用時にはレンズがせり出してきてほとんどコンパ
クトデジカメと同じ使い勝手であった。その後スマートフォンの普及によりこの様なデジカメ
光学系を搭載した携帯電話は電池の持ちも悪く製品化はされなくなった。現状はスマートフォ
ンに焦点距離の違う複数のカメラを搭載して光学倍率の違う映像を撮影,中間倍率はデジタル
処理で実現するという形が主流となっている。
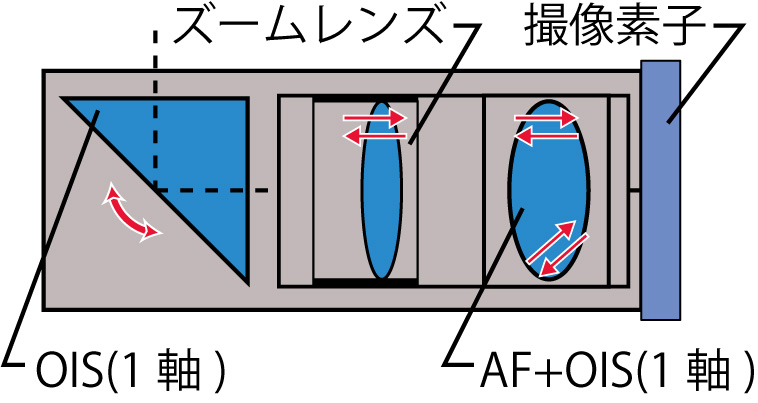
一方デジタルスティルカメラは物理的な制限が少ないことで設計の自由度が大きく純粋な光学
ズーム機構を搭載することができ,スマートフォンとの差別化を確保している。スマートフォ
ンメーカとしてはデジタルスティルカメラと同等な機能を持たせたい,純粋な光学ズームレン
ズの搭載はスマートフォンメーカにとって1つの大きな目標となっている。想定されるズーム
レンズの構造を図7に示す。ズームレンズは複数のレンズ群の間隔を変更する事でズーム倍率
を変えることができる。アクチュエータとしては潜望鏡タイプから1軸増えて4軸制御になる。

図7 ズームレンズの構造
<スマートフォン搭載アクチュエータの推移>
表1にスマートフォンの出荷台数とカメラの数量,種類別アクチュエータの数量それぞれの
推移を示したとおり,現在スマートフォンにはAF,OISを目的としたさまざまなアクチュエ
ータが搭載され,それぞれが高精度に移動することでデジタルスティルカメラに引けを取ら
ない画像撮影を可能としている。事項ではこれらアクチュエータの評価装置がどのようなも
のか解説する。
3.スマートフォン搭載アクチュエータの評価
スマートフォンに搭載されるアクチュエータはそのカメラ性能を最大限に発揮させるために
レンズを最適な位置に正確に移動させる必要がある。よってアクチュエータには高い精度が
要求される。それは移動軸に対し正確に入力した信号に対し移動することはもちろん,傾か
ずに移動することも重要となる。
現在最新のスマートフォンレンズはFナンバーが1.5程度まで下がってきており明るいレンズ
が搭載されている。この値から焦点深度を求めると4.5um程度になる。このレンズがどれく
らい傾くと焦点深度から外れてしまうのか,最新の撮像素子1/1.7インチCMOSで考えた場合
は約0.035度(2分)傾くと焦点深度から外れてしまう。実際のスマートフォンレンズは複数
枚のレンズで構成されているため単純な計算では正確な値は求められないが,傾きは非常に
重要であることは理解できる。このためスマートフォンメーカでは傾きに対する測定も重視
しており,測定装置には傾き測定の機能が搭載されている。ここでは当社が製品化したアク
チュエータの検査装置について解説する。
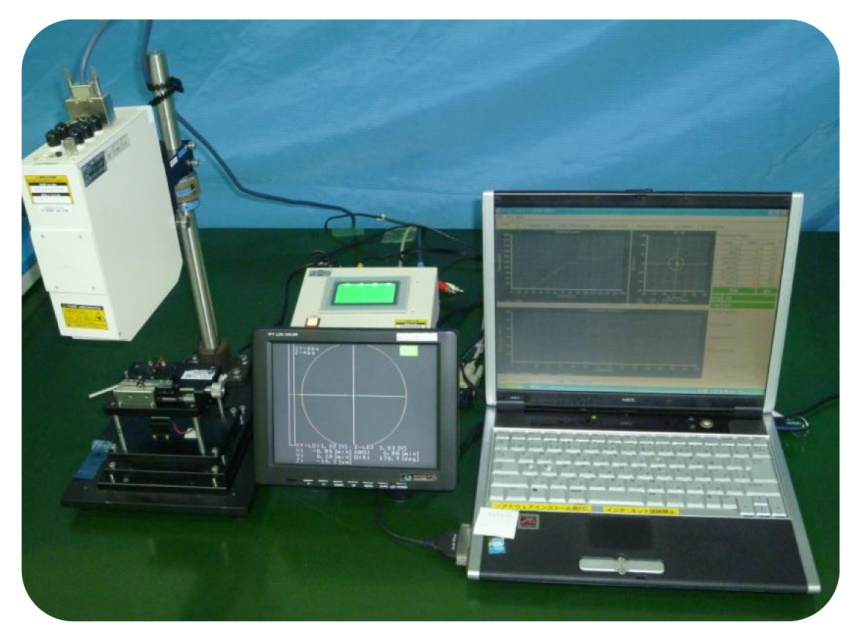
3-1 AFアクチュエータの評価

図8 AFアクチュエータ検査装置外観

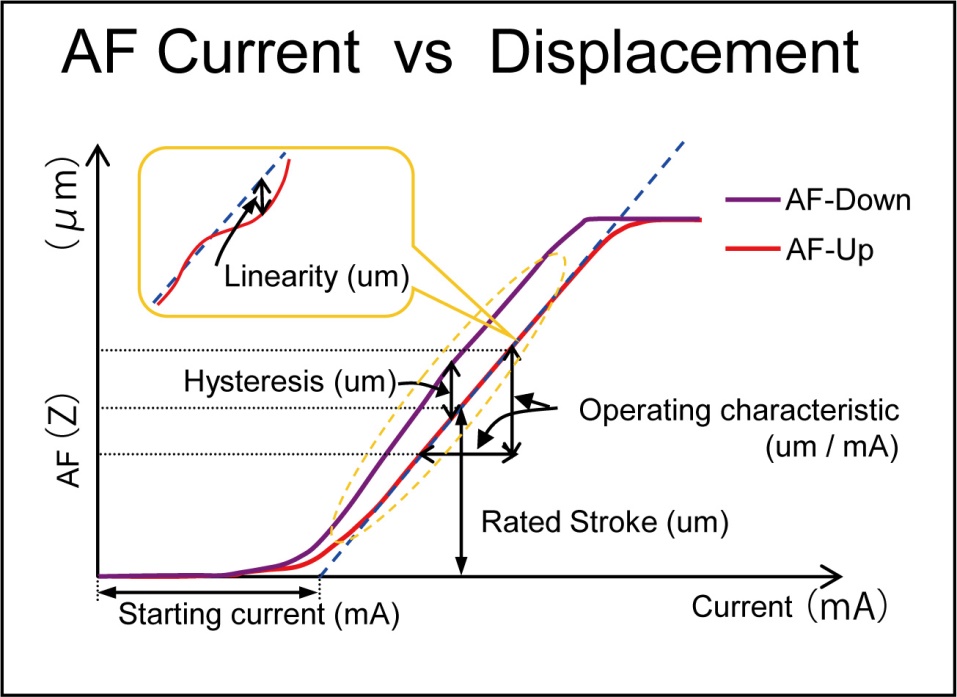
図9 AF測定項目例
AFアクチュエータは光軸方向にレンズを移動させ合焦点に位置決めする。測定機の機能とし
ては変位(Z軸:光軸方向)測定とチルト(TX-TY軸:2軸傾き)の3軸を同時測定する。通
常の検査ではAFアクチュエータに電流を加え,各ステップの変位とチルトの値を計測,様々
な特性を評価するストローク測定と呼ばれる検査が行われる。
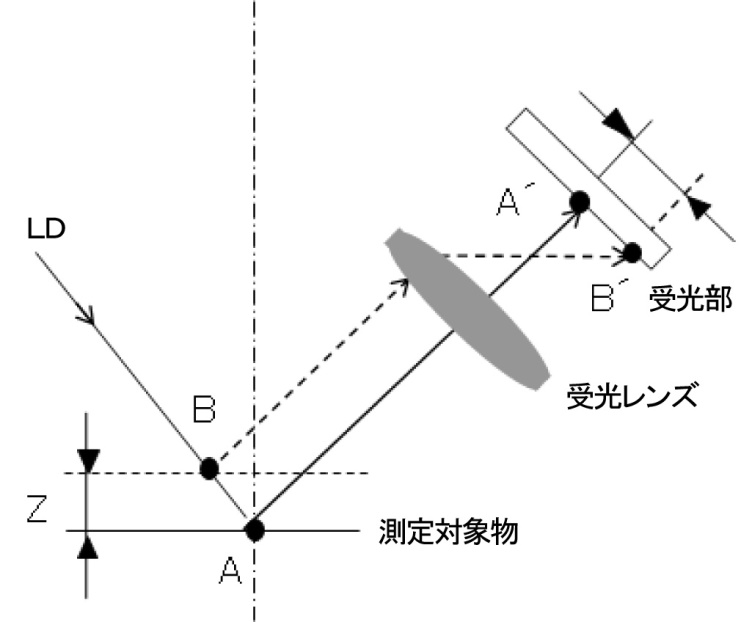
測定機の外観(図8)と測定画面(図9)を以下に示す。また,変位チルトセンサ(HTシリーズ)
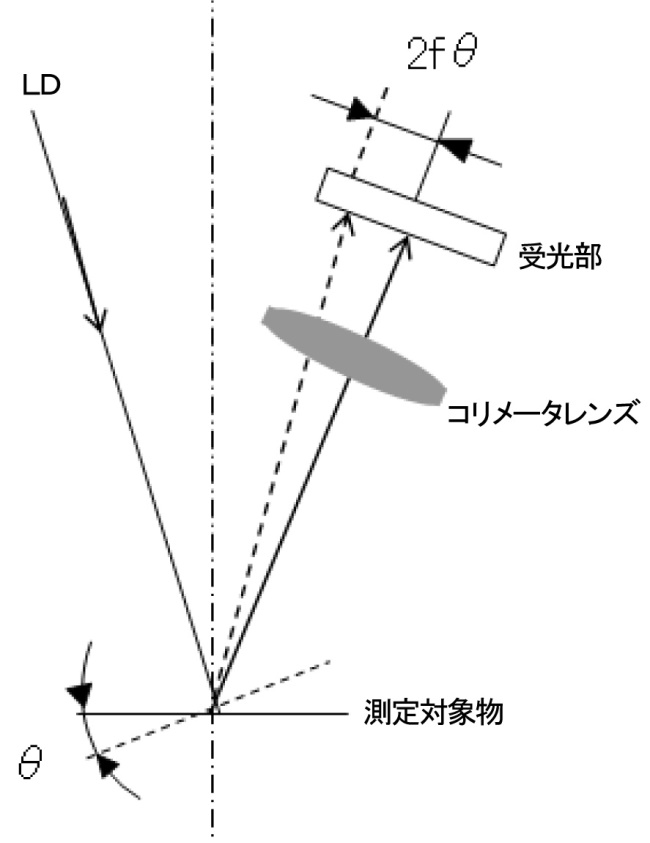
の測定原理について図10・11に示す。変位測定は三角法,チルト測定はオートコリメーター
法を採用しておりこの2つの光学センサの機能を1つの筐体に内蔵,変位チルトの同時測定を
実現した。また,光源を共有化することで光学センサの簡素化を実現した。

図10 変位測定原理(三角法正反射)

図11 チルト測定原理(オートコリメータ法斜入射)
3-2 OISアクチュエータの評価
OISアクチュエータの評価はアクチュエータが動く方向(X-Y軸:変位)の測定と傾き(TX-
TY軸:2軸傾き)の4軸を同時に測定する。さらに,OISアクチュエータにはほぼ全数AFアク
チュエータが搭載されているため,AFアクチュエータも同じ工程で検査されるケースが多い。
つまり,測定装置としては5軸測定機能を有している必要がある。
測定装置の外観(図12)と測定画面(図13)を以下に示す。また,変位測定原理について図14
に示す。

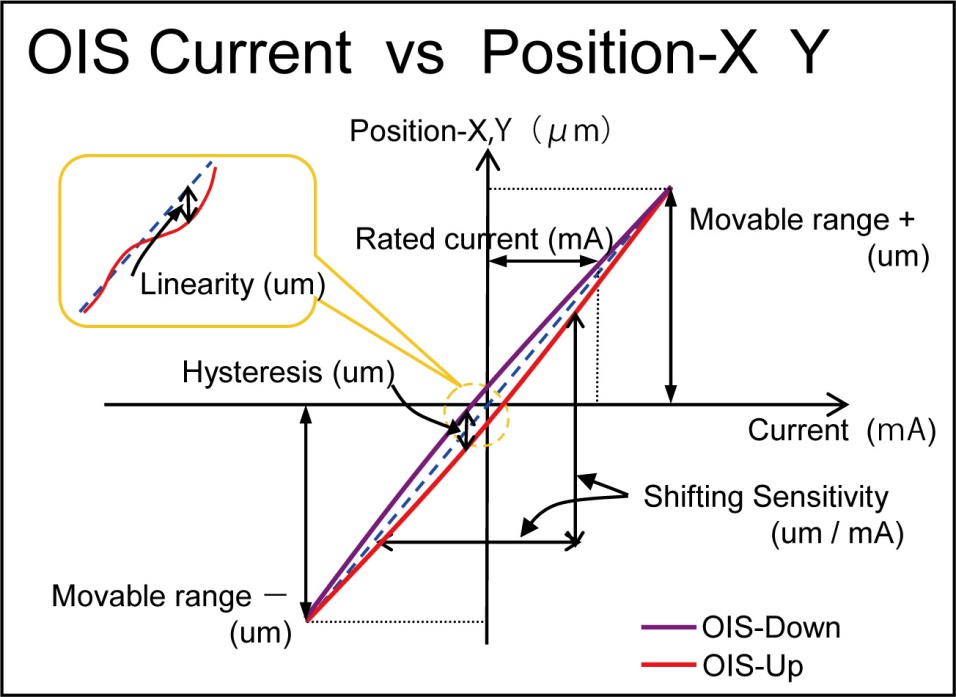
図12 OISアクチュエータ検査装置外観

図13 OIS測定項目例
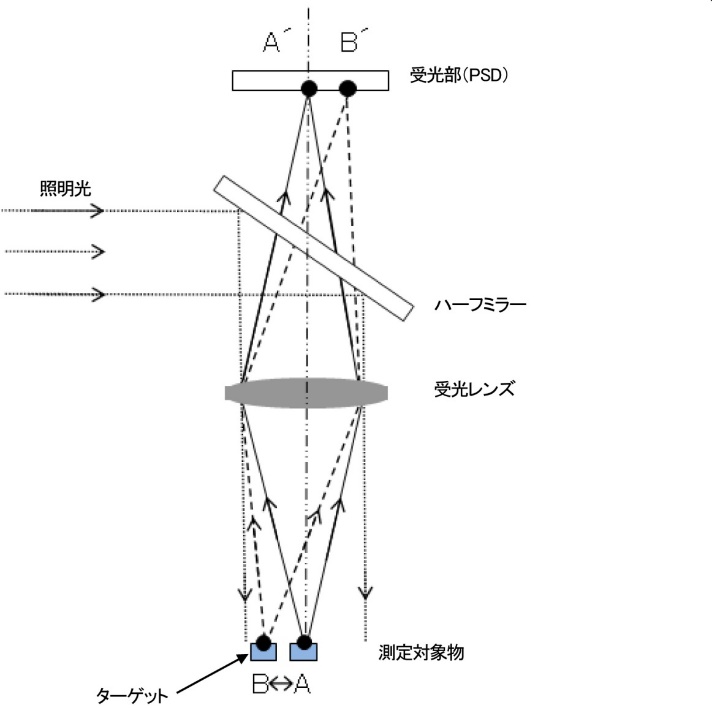
本装置には高速5次元センサを採用しており,その内部構成は3.1項で紹介した変位チルト測
定光学系と変位測定光学系を同一筐体に組み込むことで同時5軸測定を実現した。位置測定は
均一光源を照射,測定物に搭載したターゲットの動きを受光光学系で測定することで変位量の
測定を行う。

図14 位置測定原理
3-3 潜望鏡アクチュエータの評価
潜望鏡アクチュエータには大きく分けてプリズムミラを動かす機構とレンズを動かす機構が装
備されている。個々そのアクチュエータの移動軸と移動量等仕様に最適な光学センサを使い測
定を行う。
プリズムミラに関しては傾斜角度を制御することでOISの1軸に対応している。このため入力
信号による傾き量(チルト)を測定する。現状のプリズムミラは±2度以上の移動範囲を持って
おり,フルストロークを測定するためには±3度以上の視野を持つチルトセンサが必要となる。
当社では±5度の測定レンジを持つチルトセンサを開発,プリズムミラの測定に対応している。
また,±10度の測定レンジを持つチルトセンサも開発,あらゆるニーズに対応できるよう準備
を進めている。
一方レンズアクチュエータに関しては光軸方向から5次元センサを使い測定を行う事が可能で
ある。測定は3.3項のOISアクチュエータの測定と同様な方法で行う。
3-4 センサシフトOISアクチュエータの評価
2.3項に記載した通りセンサシフト方式のOISはX-Y軸に加え回転(θ軸)方向にもOISの補
正軸を持っていることが特徴である。測定装置としては5次元センサにさらに1軸(θ軸)を追
加しなければならない。当社では新たな光学センサを開発しセンサシフト方式OISの測定ニ
ーズに対応している。光学センサの外観を図15に示す。基本的には5次元センサの光学系に1
軸を追加して6次元センサを実現しているが,詳細については次の機会に解説したいと思う。

図15 6次元センサ外観
4.おわりに
OISアクチュエータに採用されている方式別に生産数量の推移を表2に示す。
2017年には市販化が実現していた4本ワイヤとボールベアリング方式のみの出荷が行われて
きたが2019年になり新型方式を採用したOISアクチュエータの採用が始まった。これらの新
型アクチェータはそれぞれの特性を生かし,採用数量を増やしてゆくことが予想されている。
今後も様々な技術を使った新しいアクチュエータが登場する可能性もあり目が離せいない。
日々進化するスマートフォンのカメラ技術には新たなアクチュエータの開発・製品化,また
従来製品の性能向上が不可欠となっている。さらに,他社に先んじて新たな機能を盛り込ん
だスマートフォンを発売するためにアクチュエータの開発開始から製品化までの期間が短く
なっていることも事実である。このような環境下において性能評価を行う光学センサ及びそ
れを組み込んだ検査装置も不可欠であり,市場のニーズにタイムリーに応えられる用光学セ
ンサの開発・製品化を続けてゆきたい。
表2 OISアクチュエータの方式別生産推移 【伊藤敬合同会社出典】
単位:千台
|
2017 |
18 |
19予測 |
20予測 |
21予測 |
| 4本ワイヤ |
337,500 |
406,600 |
350,000 |
260,000 |
160,000 |
| ボールベアリング |
109,000 |
120,100 |
136,200 |
180,000 |
210,000 |
| 潜望鏡 |
0 |
0 |
17,000 |
174,000 |
241,000 |
| SMA |
0 |
0 |
12,000 |
32,000 |
60,000 |
| ピエゾ |
0 |
0 |
0 |
28,000 |
60,000 |
| 総合計 |
446,500 |
526,700 |
515,200 |
674,000 |
731,000 |